日経ビジネス05年3月7日号
コンビニ各社が様々な特徴を持ったおにぎりを続々と発売している。今や、おにぎりは主力商品の1つであり、集客力を高める武器にもなる。「コンビニおにぎり戦争」の舞台裏では製造方法の革新も続いている。
コンビニエンスストア各社が、商品開発に力を入れている商品の1つが、毎週のように新製品が店頭に並ぶおにぎりだ。最大手セブン-イレブン・ジャパンのおにぎりの販売個数は2003年に10億個を突破し、その後もさらに伸びている。同社が最も多く販売しているおにぎりの値段は、約120円なので、単純計算でも1200億円以上の売り上げがある計算になる。
かつてはおにぎりの値段の安さを競った時期もあったが、最近では、特徴のある具やパッケージなどで勝負する傾向が強まっている。セブンイレブンも、2003年11月に「おにぎり革命」と銘打った商品の第一弾を首都圏を中心に発売。それまでご飯で挟んでいた具を、ご飯の中に包み込む製法を本格的に導入した。
そして昨年12月、おにぎり革命の第4弾が1個175円という値段で発売された。商品を生産しているのは、これまでも弁当などをセブンイレブンに供給してきた武蔵野(埼玉県朝霞市)だ。同社が開発した「ホット成型」と呼ばれる製法は、コンビニ業界内でも画期的との評価を受けている。
常識的な製法の功罪
「ご飯はおにぎり製造装置に投入する前に冷やさなければならない」。
従来、おにぎりの製造工程には、食中毒を防ぐ衛生上の観点から、こんな“常識”があった。ご飯が24℃以下なら細菌はほとんど増殖しないが、24℃を超えると徐々に増殖しやすくなる。最も危険なゾーンは30~35℃だ。温度がそれ以上に上がれば、再び増殖の勢いは衰え、60℃を超えると高温のため細菌は生存できない。
細菌の増殖を防ぐには、この危険な温度帯をできるだけ短時間で通過することが重要だ。従来、おにぎり製造会社は、ご飯が炊き上がるとすぐ別の容器に移し、真空冷却器と呼ばれる機械に入れて、ご飯の温度を20分ほどで24℃に下げていた。おにぎりの形に成型するのは、この冷却工程の終了後だ。
だが、従来の製法では、気圧を大きく下げるので、ご飯粒の間に存在する空気も抜けてしまい、ご飯の固まりができやすかった。おにぎりの型に押し込む時には、強い力が必要になり、ご飯粒はつぶれてしまった。
さらに、食べた時にご飯粒をほぐれやすくするには、油分を添加せざるを得なかったが、これが食味の低下につながった。消費者の中には、おぎりをお椀に入れてお茶漬けにして食べる人もいるが、「お湯を注ぐと、油が浮いてくる。工業用の油が混入しているのでは」といった不安の声が上がることもあった。
1年かけて新製法を確立
真空冷却機の使用は、製造工程においても様々な問題を生み出していた。通常、コンビニはおにぎり1個当たりの重量を100g以上にすることを求めているが、旧製法の場合、ご飯粒の密度のばらつきが大きいため、重量が基準値を下回り、出荷できなくなることもあった。それを避けるため、型に入れるご飯の量をあらかじめ5~7g多めに設定していた。ご飯の固まりが詰まって、おにぎり製造装置が停止することも日常茶飯事だった。
武蔵野の安田定明社長兼CEO(最高経営責任者)は、これらの欠点を何とか解消できないかと日頃から考えていた。そして、生産技術部を中心とするチームを2002年に立ち上げた。1年の研究を経て完成したのが、ご飯をおにぎりの形に成形しながら冷却していくホット成型ラインだ。
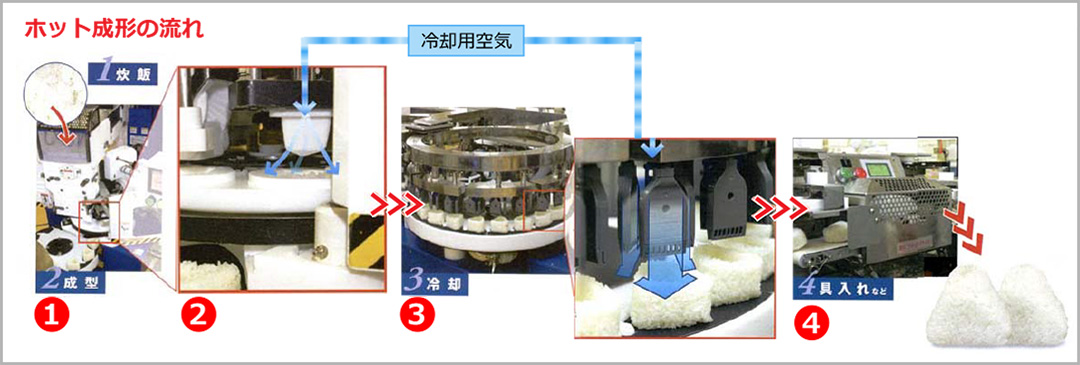
①ホット成型では、直径80cmほどの大きな釜で炊き上げられた温かいご飯をそのまま装置に投入し、おにぎりを成型する。
②温かいご飯に具を入れるための穴を開けていくが、型を押すと同時にご飯粒の間に空気が送り込めるようになっている。ご飯全体が膨らむのが目で見てわかる。およそ75℃だったご飯は、この時点で55℃付近まで下がる。
③円盤には、おにぎりが載るスペースが24個あり、そこを成型された温かいおにぎりが流れていく。上から吹き付けられた空気を、メッシュ状になった低面から吸引することで、効率的におにぎりを冷却できる。ご飯の温度は24℃まで下がる。
④冷やされたご飯に塩を振り、具を入れる。完成したおにぎりは、従来の方法で製造されたおにぎりと形は同じだが、5mmほど厚い。
新しい製法では、約80℃の炊きたてのご飯が、そのまま製造装置に投入される。ご飯は軽くほぐされ、おにぎりの形に成型するための型にいれられ、70~80℃の温度帯で成型される。ホット成型と呼ばれるのはこのためだ。
次に、型に入ったおにぎりの中央部に、具を入れるスペースが作られる。底が三角形になった樹脂製の型押しをご飯にめり込ませるのだが、この三角形の底面の角の部分に 送風口があり、押し込むのと同時に冷風をご飯粒の間に吹き込む。目で見ても、おにぎり全体がふっくらと膨らむのが分かる。このプロセスで、ご飯の温度は約55℃まで下がる。
おにぎりの型に成型された後は、ご飯の温度を短時間のうちに24℃まで低下させなければならない。冷却工程では、おにぎり1つにつき3つある送風口から、下に向かって冷風が吹きつけられる。おにぎりの底面が接する部分はメッシュ状になっており、空気が強く吸引される。これにより冷風がご飯粒の間を通って、上から下に流れていくことになる。
冷却工程を45秒で通過したおにぎりの温度は、24℃まで下がる。その後、おにぎりは、塩振り、具の挿入、パッケージングといった通常のプロセスをたどって完成する。
新たな製法で作られたおにぎりを計測すると、同じ形状で同じ重量の従来のおにぎりが厚さ40mmだったのに対して、新商品は45mmに増大した。その分、ご飯粒の間の空間が広がり、ふっくらとした仕上がりになった。
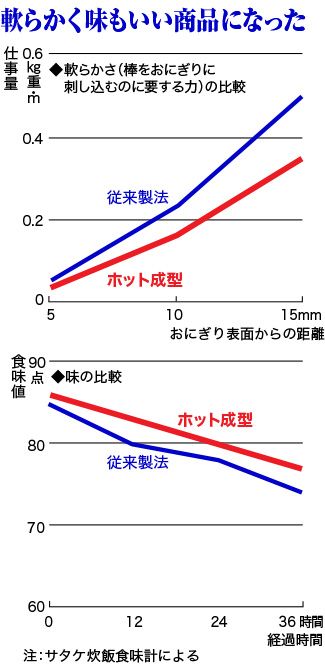
おにぎりの中に、箸ほどの太さの棒を刺し込むのに、どれくらいの力が必要かを測る「テンシプレッサー測定」を実施したところ、新製法で作ったおにぎりの方が、明らかに軟らかいことがデータでも実証できた。
また、甘みやうまみなどの味を総合的に判断できる食味計で測定した結果、製造工程で油を混ぜない分、新製法で作られたおにぎりの方が、少なくとも製造後36時間まではおいしさを保つことが分かった。
新製法では、歩留まりも向上した。ご飯粒の密度がもぼ均一なため、基準値の100gに対して、3gほど余計にご飯を型に入れるように設計しておけば、重量不足による不良品はほとんど出ないという。結果として、製造原価が5%ほど削減できた。
1ライン当たりの投資額は、通常の2倍の4,000万円。武蔵野は現在、関東の4工場で新ラインを稼動させているが、今後5年間で5億円をかけて残り9工場に導入する計画だ。